规格齐全
加工定制是
材质Q235
传动装置齿轮箱
操作系统触摸屏
切断方式液压切断
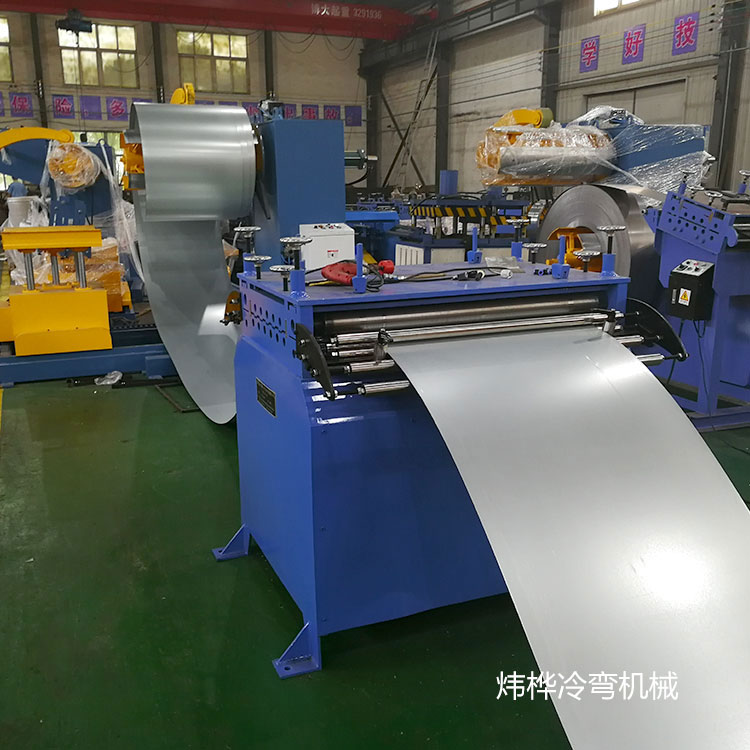
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 (视型材而定)
钢带宽度:≤400, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5(长≤3000)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
炜桦冷弯自04年成立以来,一直致力于企业的智能化升级改造,现已是业内,其的消防箱成型设备现已销往了整个全国市场,为客户满意度很高的产品,只要客户按时按量保养维护,操作方法按照开始培训的操作,基本不会出现差误,若出现设备问题,炜桦会安排售后人员到达客户现场进行维修或升级服务,一直都以客户满意为宗旨,快速、果断、周到,欢迎各位老板入企研讨。

设备结构及系统配置:
概述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用25mm钢板,支承部分均采用闽台轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
B:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
C:传动部分:是生产线成形动力的输送部分,其动力由主电机到减速箱,再由减速箱通过齿轮传送到主动轮上,主动轮通过过度齿轮传动,使得上下轧辘同步转动。
3.定长折弯部分:由定长装置及折弯机构组成。定长装置是通过激光探头结合编码器定长,当板料走到定尺长度时,通过PLC控制折弯产品。
4.托料架:此装置在成型机的后面,根据产品长度的不同合理排布。
5.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用闽台。设备电控元件的安装符合规定,线号清晰。

售后**
1、建立客户档案
2、每月定期,发现问题及时解决
3、紧急情况,48小时内赶到,帮客户解决问题

:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
我公司是山东科技职业学院校企,依托高校强大的设计研发能力,结合国际的设计理念,国内率先自主设计研发生产基业箱生产设备,非标配电箱生产线,配电箱箱体成型设备,动力箱壳体一次成型设备,生产JXF基业箱箱箱体设备等等。
http://www.lwsbjx.com